
Supply chain leaders often focus on two facets to improve their business: productivity and quality. Whether you’re working on the raw material picking or distribution end of the supply chain, computer vision can help automate your continuous improvement projects, or “Kaizen” events.
I, Daniel Bender (author and Roboflower), had the privilege of working in supply chain contexts. I’m Lean Six Sigma trained and held roles in woodwork engineering and distribution management.
Computer Vision in Manufacturing
Below are three example computer vision applications that could serve manufacturers and distribution centers based on my experience at furniture and wood manufacturers. Each of these models are intended to be proof of concepts of what’s possible, although your specific data will likely require tailoring. I built these example use cases with Roboflow’s tools in under a day.
Use Case #1: Veneer Picking
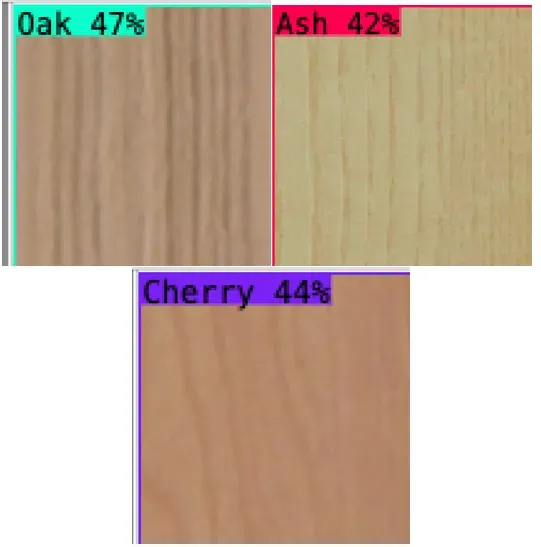
This veneer picking model could be a potential use case to “Poka-Yoke,” or mistake-proof the veneer picking process for furniture manufacturers. Wood manufacturers often struggle to pick the correct veneer due to close similarities between certain veneers like Blond Ash and White Oak. If the wrong veneer is picked and sent further along the process without being noticed, all labor and materials have been wasted and the process starts over.
As a possible solution, wood manufacturers implement a classification model to detect which species of veneer is present when picking, eliminating the need for operators to guess which veneer they’re picking.
The model could be implemented at the veneer station where a sheet of veneer is placed under a camera, which then detects whether Oak, or Ash (or something else) veneer is picked. With this powerful application, manufacturers can effectively eliminate human error, and produce the correct veneer for the job, 100% of the time.
Use Case #2: Veneer Defect Detection
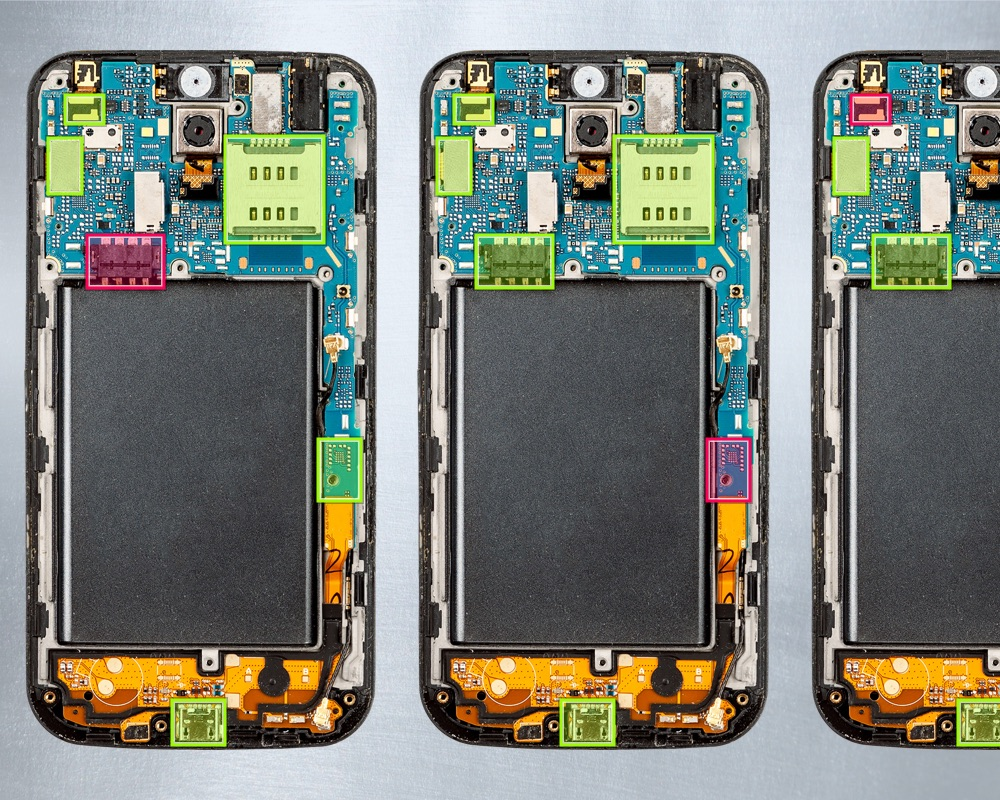
Veneer is a natural raw material, it’s susceptible to disfiguration. As the veneer is picked, it must also be scanned from top to bottom for defects, such as knots (see visual below). It does not end there; defects may arise as they are processed further. A strong quality system will implement an object detection model at the veneer picking stage as well as at the end of each process to account for operator error.
Similar to the last model, this object detection model identifies defects in the veneer once it’s picked. Common defects include knots, chatter, or mineral streaks, to name a few. This model can run in addition with the classification model.
Use Case #3: Inventory Counting
The last model discussed applies to a distribution center (DC) setting. In a DC, operators will likely store, prepare, and ship vendor material. In short, a DC is a temporary “hub” for inventory to sit until it is destined to move forward in the supply chain.
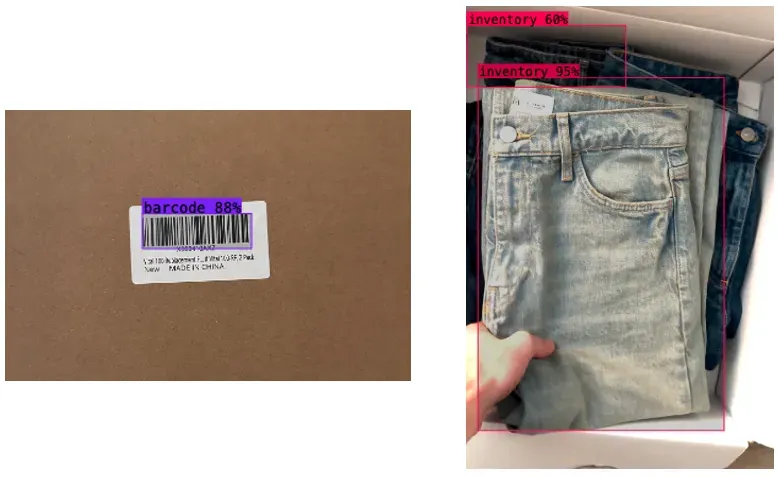
Often, inventory is received in raw form from the vendor and must be processed to prepare to reach the end consumer. Inbound receiving operators unpackage inventory and scan each SKU into their inventory management systems. This is a tedious process for high-volume distributors. For example, a softline DC may unbox 200 tiny ballerina slippers in a single package! Having to scan each one is time consuming and hinders productivity.
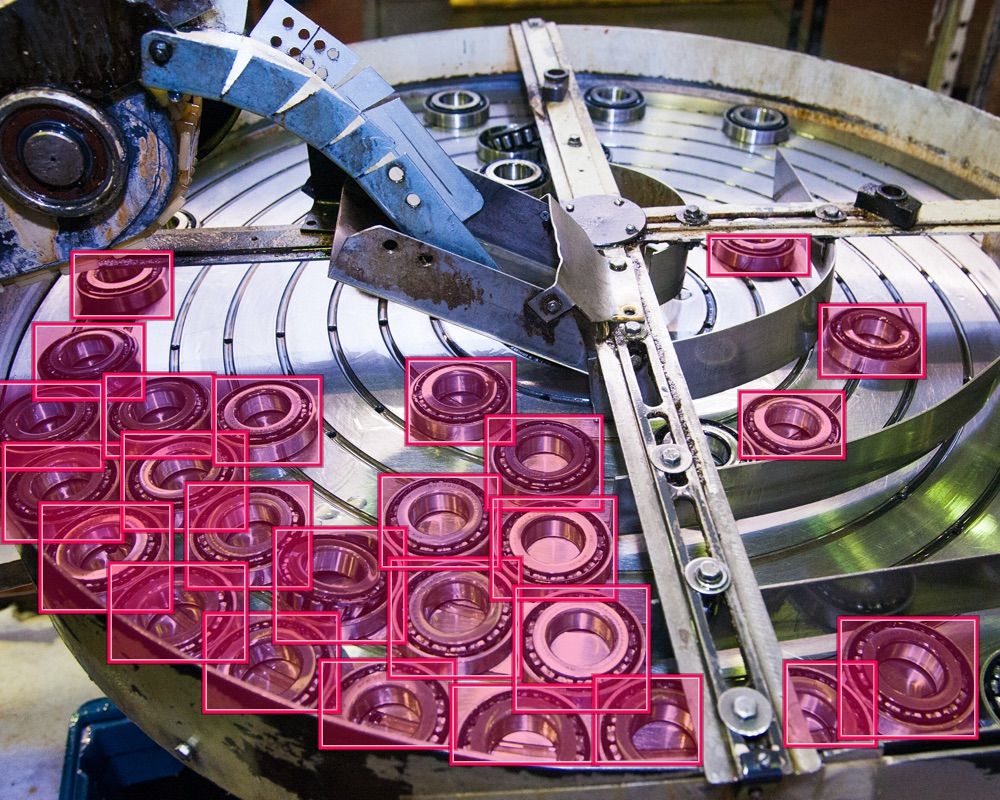
What if we could scan the first SKU and leave the rest to computer vision? Here’s where the inventory object detection model applies. It detects both the parent barcode of inventory and a sample set of inventory. With a counter developed, this model can set-up at each receiving station and count each SKU so the operator doesn’t have to. Receiving throughput increases exponentially.
These applications are a small reflection of the endless opportunities with computer vision in manufacturing and quality assurance. The veneer identification model exhibits value by eliminating human error when pulling veneer for a batch, or job. The inventory counter exponentially increases productivity by automating SKU count, removing the need to scan every single SKU.
Lastly, the veneer defects model serves to catch poor quality at the point of failure, eliminating the wasted processing of the defected part further down the line. On Roboflow Universe, where these three projects are available, there are over 200,000 public datasets created and available to view and even utilize for one’s own applications.
Computer Vision Use Cases in Manufacturing
If you’ve yet to incorporate computer vision into your manufacturing processes, start by selecting a portion of the process you’d like to improve. Often a manufacturer will start utilizing computer vision for one process, and then roll it out to incorporate many more use cases at their facility. Here are some additional real use cases of how manufacturers are currently using computer vision to transform their business.
Predictive maintenance

Manufacturers are saying goodbye to the days of surprise breakdowns and halting production when equipment falters. Computer vision is helping to identify weakening systems in their assembly lines and alerting them to machinery that needs attention right away.
Defect detection
Computer vision can be trained to quickly and accurately identify defects in products and packages that would have resulted in costly recalls and materials lost. Manufacturers are training models to not only look for standard defects, but measuring for accurate dimensions, angles, and density—things that are harder to quickly assess with the naked eye.
Safety

Worker safety is paramount for running a successful manufacturing business. Computer vision can monitor for correct use of personal protective equipment being worn at all times, as well as verify that other safety procedures are being met. Manufacturers are using computer vision to protect their employees by providing the safest working environment they can.
Assembling products and components
Computer vision can assist in assembling products accurately and reducing the amount of time it takes to complete a product build. When dealing with delicate items or parts that cannot be easily maneuvered manually, computer vision is providing superpowers to the machinery on assembly lines.
Reading barcodes and text

Computer vision can read barcodes and text to quickly and easily track components and packages at all stages of development, through a manufacturing facility to departure and beyond. Many manufacturers have begun incorporating barcode and text reading capabilities into their systems to better route products through the proper assembly lines.
If you haven’t started incorporating computer vision into your manufacturing processes, learn more by talking to an AI expert today.
Cite this Post
Use the following entry to cite this post in your research:
Daniel Bender. (Nov 29, 2023). Computer Vision in Manufacturing: Three Applications From Field Experience. Roboflow Blog: https://blog.roboflow.com/computer-vision-manufacturing-applications/