
Machine vision systems combine cameras, optics, illumination, and intelligent software to automatically capture, analyze, and interpret images in real time. With cameras and AI, these systems monitor, inspect, and verify product and service quality in industries from manufacturing to logistics, healthcare, energy, and agriculture. Today, leading companies increase yield by using visual inspection systems to identify defects such as scratches on automobile parts, incorrect packaging on pudding, and contamination in juice, consistently, around the clock.
The impact of visual inspection systems is extensive across industries, for example:
- In manufacturing automated part inspection ensures individual components and assembled products have the right size, shape, alignment, and color.
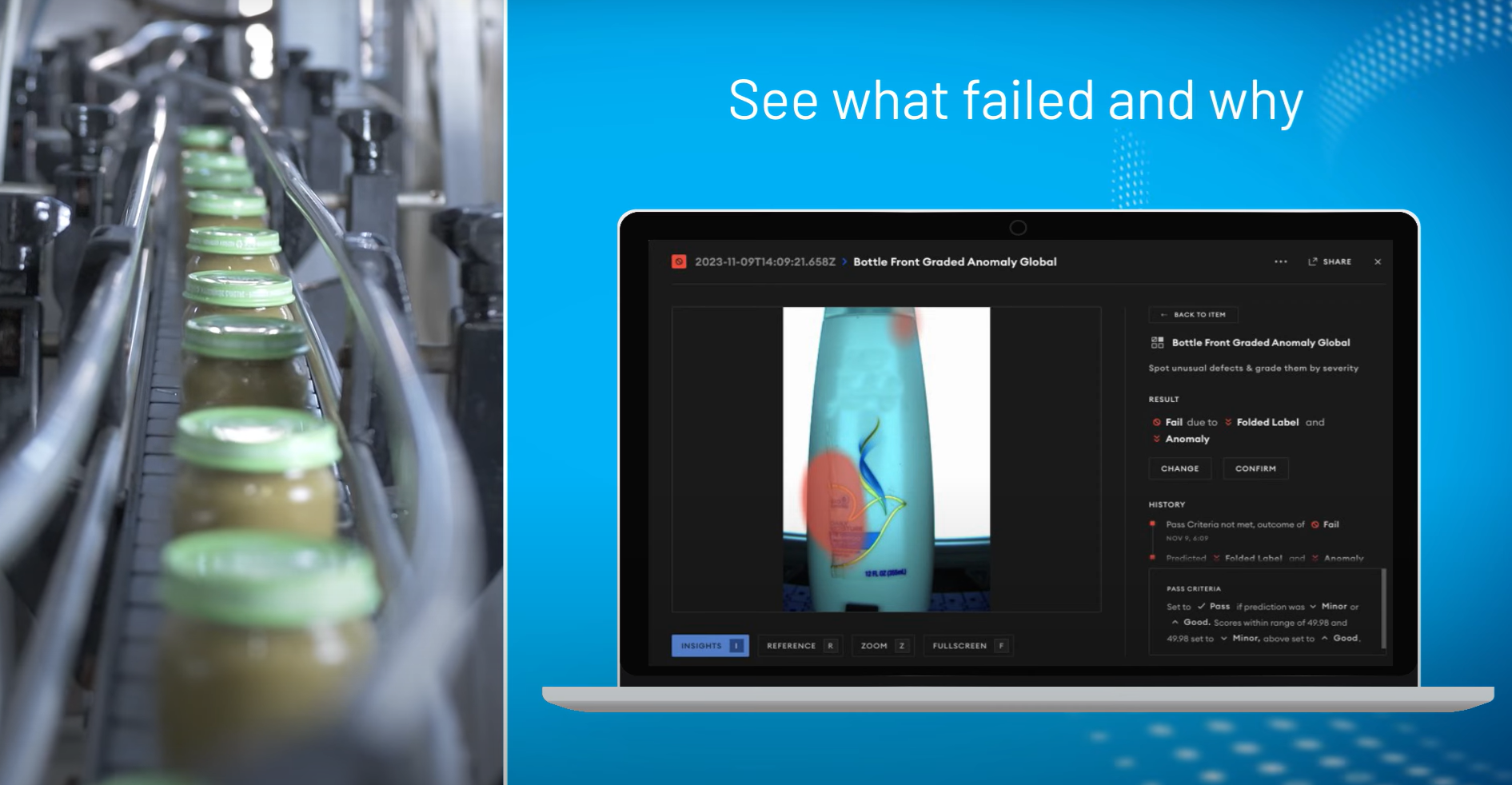
- In the food and beverage industry, vision systems verify label accuracy, check fill levels, and detect contamination on packaging lines.
- In pharmaceuticals and healthcare, vision systems confirm pill counts, and inspect syringes for particulates.
- In the energy industry, vision systems monitor pipelines, solar cells, or wind turbine blades for early signs of wear and damage.
- In logistics vision systems power barcode scanning, pallet inspection, package dimensioning, and automated product sorting in warehouses.
- In agriculture, drones and machines equipped with vision AI systems classify crops, detect plant diseases, and grade harvested produce in real time.
- In safety inspection, cameras and AI detect missing PPE, monitor restricted zones, and flag hazardous conditions to prevent accidents.
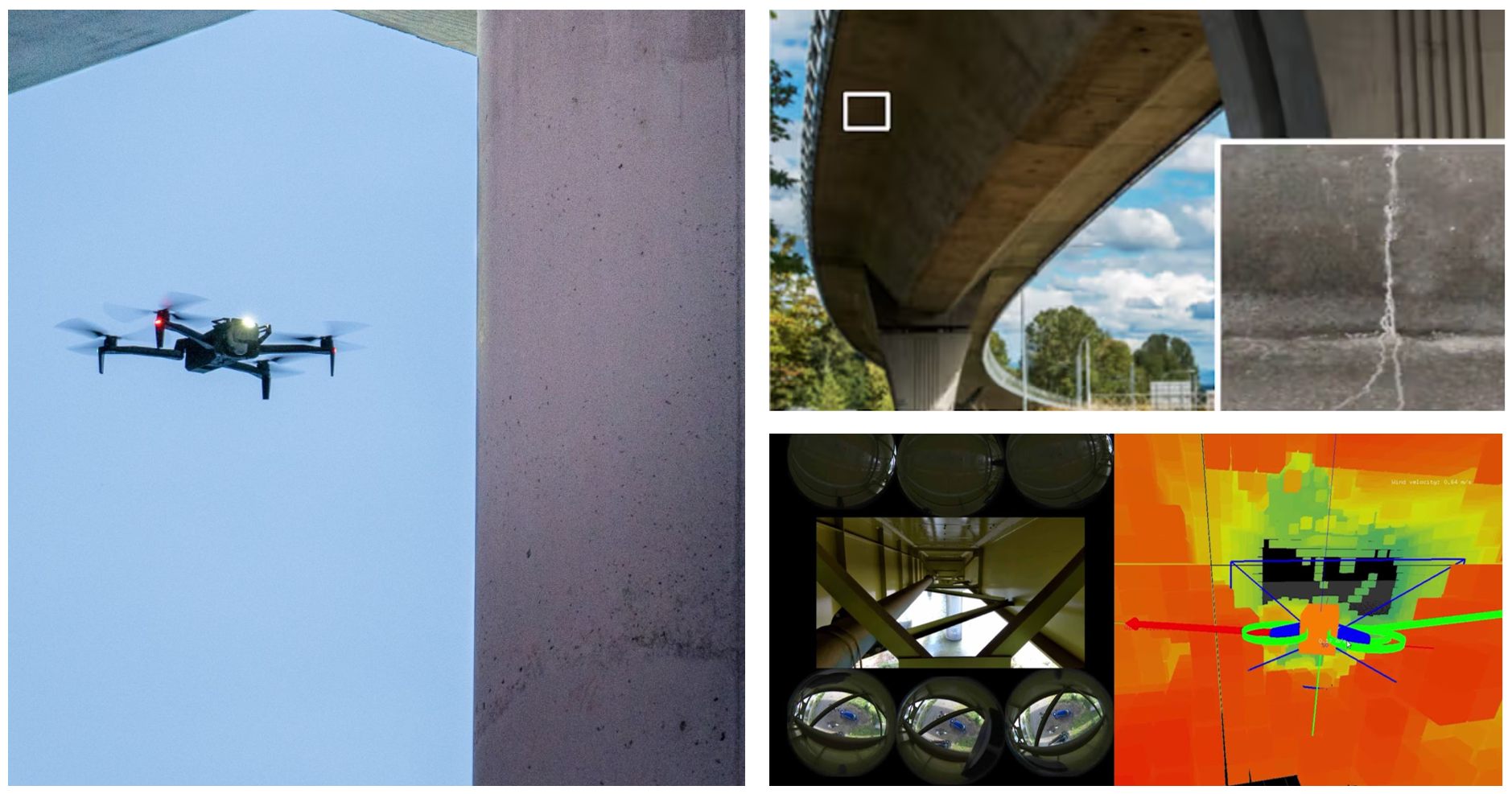
- In infrastructure monitoring, automated vision inspects buildings, bridges, tunnels, and roads for cracks, corrosion, or misalignments, ensuring timely maintenance and structural safety.
Modern advances in deep learning have transformed machine vision from rule-based pattern matching into adaptive recognition systems. Traditional algorithms excel at well-defined tasks such as locating barcodes or measuring part dimensions. But they struggle with noisy backgrounds, irregular surfaces, or subtle anomalies. Whereas AI-based approaches learn from examples i.e. a computer vision model trained on thousands of good and bad samples can generalize to new variations, catching defects that deterministic rules might miss.
Hardware innovations further strengthen this adoption. High-dynamic-range (HDR) sensors capture more detail under uneven lighting, while embedded GPUs and edge processors run inference directly on the device, reducing latency and bandwidth requirements. Many vendors now provide low-code or no-code interfaces, enabling engineers, quality specialists, and even operators without programming skills to train and deploy models quickly.
Despite these advances, selecting the right machine vision system remains challenging because requirements vary across industries and applications. Assembly verification, label inspection, precision measurement, pick‑and‑pack and robotic guidance each require different sensor resolutions, lenses, lighting and processing speed.
Some factories already use networked IP cameras for surveillance or process monitoring, and would prefer to reuse same hardware for inspection system with just upgraded vision AI system. Others need rugged, self‑contained smart cameras that survive dust, vibration, and wash‑down environments.
Many buyers are not experts in AI and need a user‑friendly software with strong support to build an accurate vision inspection AI system. So this article explores key considerations for choosing a vision system, and highlights six noteworthy solutions including Roboflow, Zebra, Cognex, Keyence, Basler, and Rockwell Automation.
Key Considerations for Choosing a Machine Vision System
Following are the key considerations for choosing a machine vision system.
Application requirements and imaging parameters
Start by clearly defining what the system must do. Determine the types of objects to inspect, their size and shape, the production speed, and the kinds of defects you need to detect. Optical parameters such as resolution, field of view and depth of field must match the application requirement.
For example, inspecting small electronics components requires a high‑resolution camera and a macro lens, while reading barcodes on large packages may only need a lower resolution with a wide field of view. Also consider environmental factors such as vibration, temperature, dust, and ambient light, as they will dictate whether you need an enclosed, ruggedized camera or specialized lighting.
Compatibility and integration
Machine vision should integrate smoothly with your existing automation or hardware infrastructure. Systems should support standard communication protocols (e.g., Ethernet/IP, Modbus TCP, PROFINET, MQTT, OPC‑UA) so they can send results to programmable logic controllers (PLCs), manufacturing execution systems (MES) or quality management systems (QMS).
Some solutions allow you to connect almost any IP camera via RTSP, HTTP‑MJPEG or ONVIF. This flexibility lets you repurpose your existing CCTV cameras instead of buying new. Evaluate whether the vendor’s software can run on your preferred operating system and hardware or if it requires proprietary components.
Ease of use and training requirements
Traditional vision software often requires programming knowledge. Newer platforms use “no‑code” interfaces, guided workflows, and pre‑trained models to simplify deployment. For example, Roboflow Workflows makes building vision inspection applications possible for even non-ML teams, and enables deployment of models on edge devices supporting almost all camera types. Rockwell Automation’s FactoryTalk Analytics VisionAI is described as a no‑code application that allows anyone to train AI models and deploy them across production lines without specialized vision expertise. Similarly, Cognex’s In‑Sight 2800 uses an EasyBuilder environment that guides users through application setup without writing code. Evaluate whether your team can use the software effectively or whether the vendor provides training and technical support.
Scalability and upgradeability
As your production lines change, your vision system should scale. Some smart cameras offer software‑license upgrades to unlock additional features (e.g., deep‑learning optical character recognition, advanced measurement tools) or support multiple tasks on the same device. Modular systems allow you to swap lenses, sensors and lighting to accommodate new products. Check whether the vendor offers edge and cloud deployment options. Edge computing reduces latency and network bandwidth, while cloud deployment enables centralized model management and remote monitoring.
Total cost of ownership
Implementing machine vision is not only about the camera and software price, but also about installation, maintenance, license fees, hardware or software upgrades, and ongoing support. Choose a system that justifies its cost by improving quality and throughput. If you already have cameras in place, a solution that lets you reuse them could lower costs. Systems that are easy to replicate across facilities may provide a greater payback.
Explore Leading Visual Inspection Systems
In this section we will review six leading options in machine vision systems.
Roboflow: Best for your toughest problems, and software-first, flexible, hardware/camera-independent CV workflows.
Zebra: Strong in modular smart cameras and industrial integration.
Cognex: Mature mix of AI + rule-based vision, great for OCR.
Keyence: High-performance AI cameras.
Basler: Strong camera provider, integrates with external AI platforms (e.g. Roboflow).
Rockwell Automation: Best for enterprises already in the Rockwell ecosystem, no-code AI inspection.
Let's explore each of these in detail.
Roboflow
Roboflow is a cloud based computer‑vision platform. It offers tools for dataset management, model training, and deployment. It's easy to use and can be connected to nearly any camera via common protocols: CCTV cameras, webcams, smartphones or IP cameras using RTSP, HTTP‑MJPEG, ONVIF or RTMP streams. Roboflow’s platform empowers users to train computer vision models on only a few hundred annotated images. And deploy to low‑cost edge devices such as Raspberry Pi or NVIDIA Jetson, and run models in real time in manufacturing environments.
Roboflow supports dataset versioning, automated annotation assistance and model training and monitoring features, and provides an inference API and model deployment options. There are also Workflows to build computer vision apps fast, and deployments can be monitored at scale using Device Manager.
In addition, security and compliance features are built into the platform. The ability to reuse existing cameras and run inference on a wide range of devices makes Roboflow appealing to users who want flexibility and a low entry cost.
Key features of Roboflow:
- Supports almost any camera: Roboflow can connect to any industrial cameras, webcams, IP/RTSP cameras and even smartphones via standard protocols like RTSP, HTTP‑MJPEG, ONVIF or RTMP. This allows organizations to repurpose their existing surveillance cameras instead of buying new hardware.
- End‑to‑end workflow: The platform provides tools for image capture, annotation, dataset management, model training, and deployment. Users can collect frames, label them, train a detector, and run the model on a live stream.
- Edge and cloud deployment: Computer vision models trained with Roboflow can run in the cloud via hosted APIs or on edge devices like Raspberry Pi and NVIDIA Jetson for low-latency, on-site inference. Roboflow Workflows let users build computer vision applications using pre-built blocks (object detection, OCR, depth, custom logic) without coding everything from scratch.
- Integration with industrial protocols: With Roboflow you can use MQTT and OPC‑UA protocols to communicate results to PLCs and HMIs.
- Small data training: Deep learning models trained on Roboflow can achieve high performance with a few hundred annotated images which reduces the time and cost of collecting data.
- Encryption and compliance: The company emphasizes data security and compliance, offering encryption and SOC‑2 certification for enterprises.
Build Computer Vision Applications faster with Roboflow Workflows
Zebra
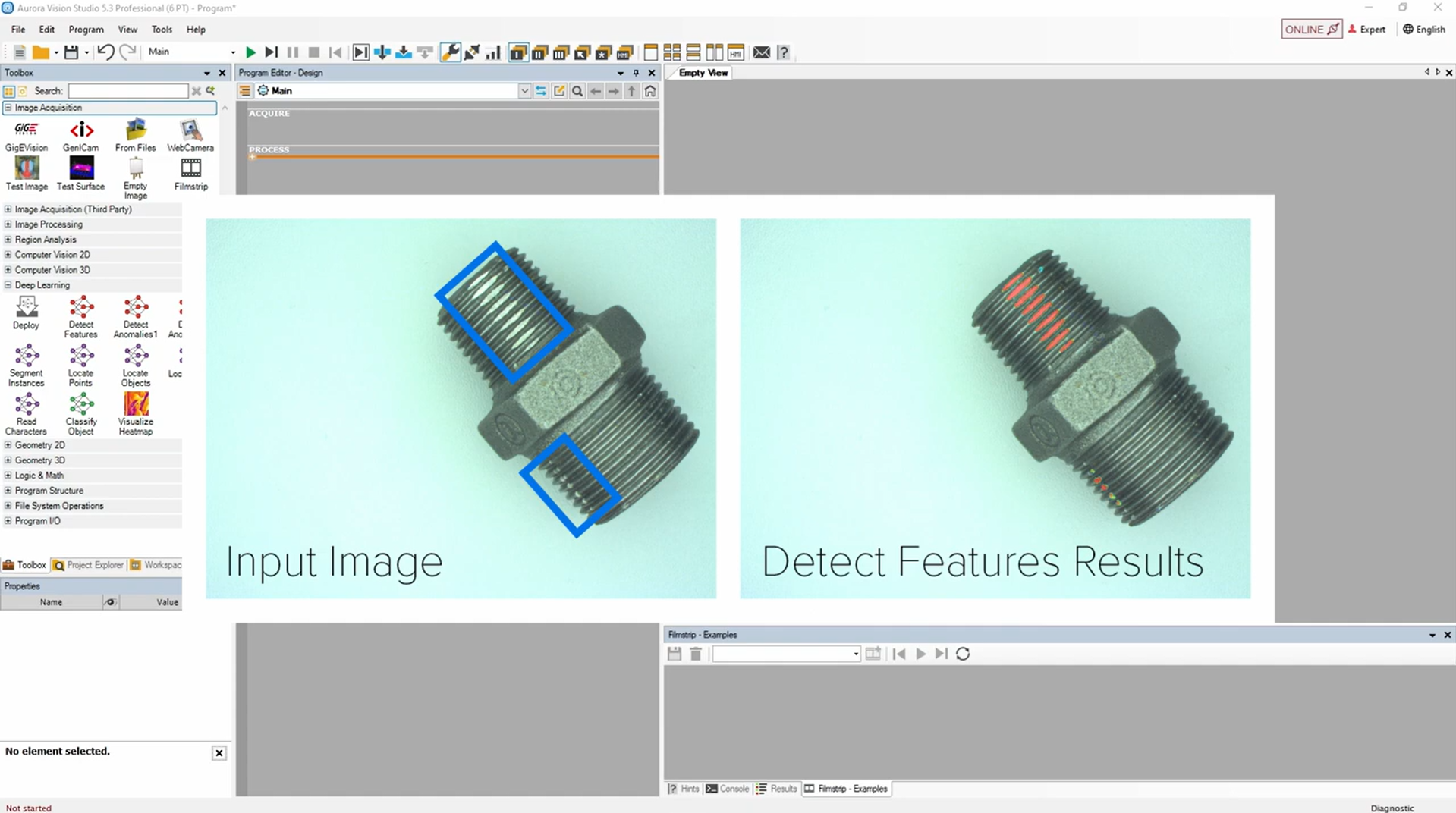
Zebra Technologies is widely known for barcode scanners, but it also offers machine vision products. Zebra's Aurora Focus provides a simple interface to set up and deploy Zebra’s fixed industrial scanners and smart cameras. The Aurora Imaging Library offers SDK for image capture, processing, analysis, annotation, and display. Aurora Design Assistant is a flowchart‑based integrated development environment (IDE) that includes templates for common inspection tasks and sample code. Aurora Vision Library and Vision Studio deliver advanced machine‑vision functionality for programmers and engineers.
One of Zebra’s flagship devices is the VS40 smart camera, a modular smart camera. Features include ImagePerfect+ multi‑frame capture, a deep‑learning optical character recognition (OCR) tool, and Golden Image Compare. The camera supports dual Ethernet and USB‑C expansion, has an IP65/IP67‑rated housing for harsh environments and is powered via PoE, USB‑C or 24 VDC. The device integrates with industrial protocols such as Ethernet/IP, PROFINET, Modbus TCP and RS‑232, enabling connection to PLCs and control systems. The VS40 is designed for applications such as assembly verification, pharmaceutical code inspection, barcode reading, packaging line quality control, and custom OCR.
Key features of Zebra:
- Aurora software suite: The software suit consists of
- Aurora Focus to simplify camera setup and deployment.
- The Imaging Library provides image capture, processing, analysis and annotation.
- Design Assistant offers a flowchart‑based IDE for rapid development.
- Vision Library and Studio give programmers access to advanced machine‑vision tools.
- Modular smart cameras with upgradeable features: The VS40 provides built‑in machine‑vision capabilities such as multi‑frame capture, deep‑learning OCR and Golden Image Compare. Additional features can be activated via software licenses, allowing the system to scale as requirements grow.
- Field‑replaceable lighting and rugged housing: The camera offers interchangeable lighting modules, and is rated IP65/IP67 for protection against dust and water.
- Flexible connectivity and power options: Dual Ethernet and USB‑C ports plus PoE, USB‑C or 24 VDC powering options enable integration into various control architectures.
- Standard industrial protocols: It supports Ethernet/IP, PROFINET, Modbus TCP and RS‑232, allowing integration with PLCs and HMIs.
- Software‑license scalability: Features can be upgraded via software licenses rather than replacing hardware, preserving investment.
Cognex
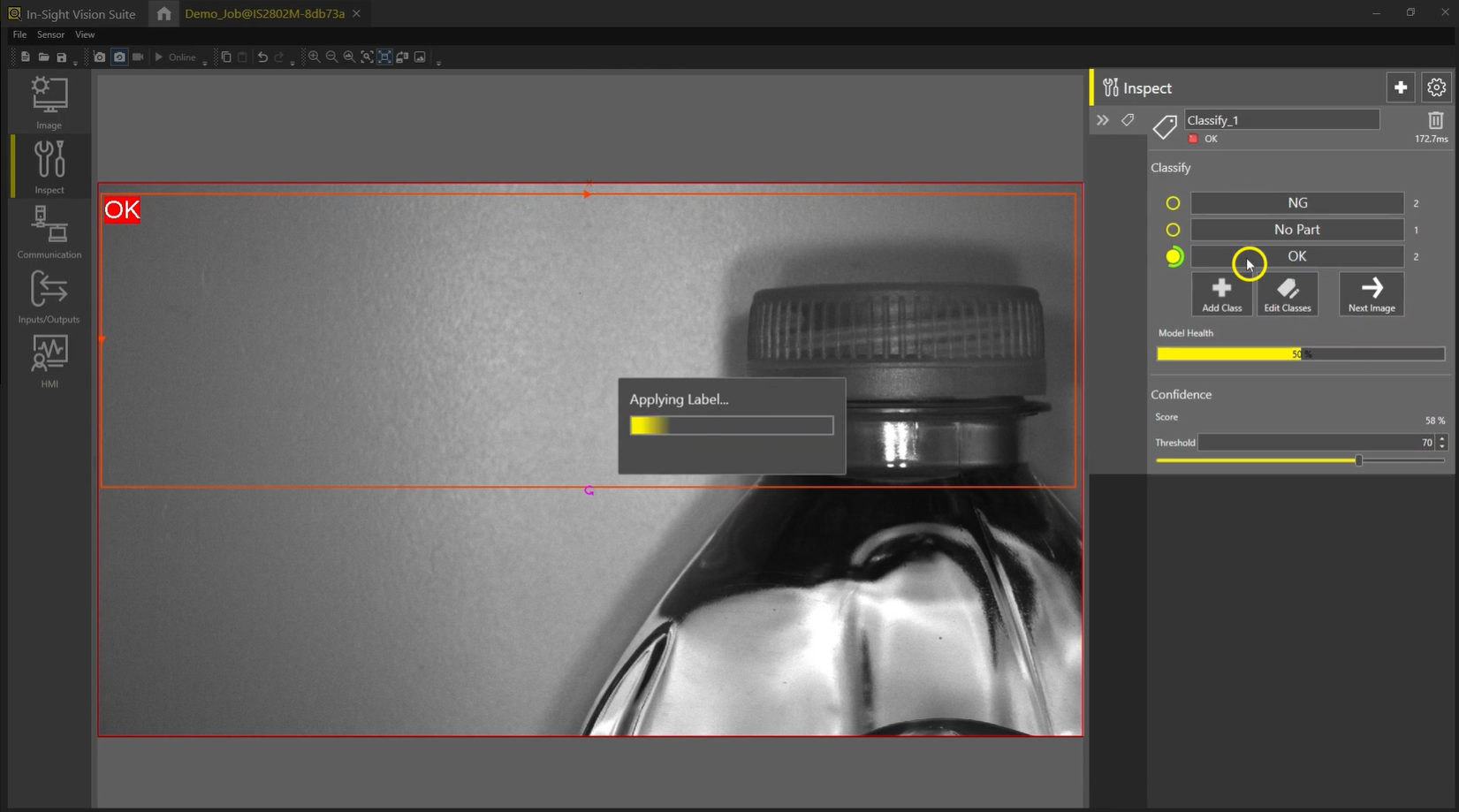
Cognex is one of the most established companies in machine vision. Its In‑Sight line of smart cameras and vision systems combine rule‑based and AI based vision tools. The In‑Sight 2800 system uses edge learning, a form of AI optimized for embedded devices, to detect subtle defects and classify products. Cognex describes the In‑Sight 2800 as improving product quality by catching defects that were previously undetectable and enhancing operational efficiency with fast job setup. The system offers unlimited classification outputs and regions of interest which means that one job can categorize multiple part types or inspect several regions simultaneously.
Key features of Cognex:
- Combination of AI and rule‑based tools: In‑Sight 2800 integrates AI‑based edge‑learning tools with traditional vision functions to catch subtle defects and classify products.
- Unlimited classification outputs and regions: A single job can classify multiple part types and inspect several regions of interest simultaneously.
- Edge‑learning OCR: The ViDi EL Read tool enables easy OCR training. Models can be created with few sample images and deployed directly on the device and enable reading characters on reflective or low‑contrast surfaces.
- EasyBuilder and spreadsheet interfaces: It offers a guided, no‑code environment EasyBuilder that simplifies application setup and a spreadsheet interface that allows advanced users to customize logic.
- Integrated multi‑color lighting and HDR imaging: The built‑in RGBW lighting and HDR technology improve contrast on challenging surfaces.
- Modular hardware: Components such as lenses, lighting, and communication ports can be swapped, allowing customization and easy maintenance.
Keyence
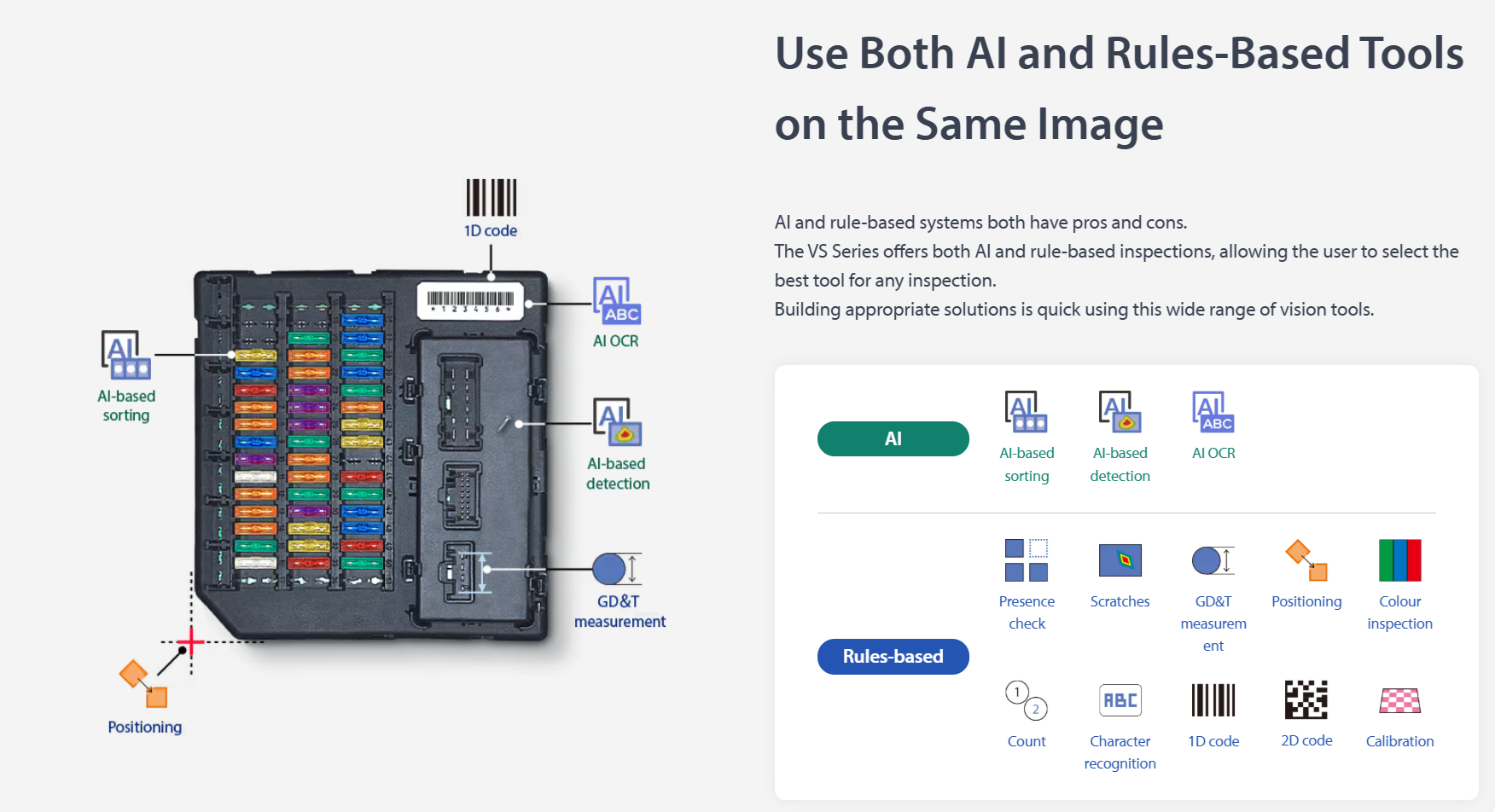
Keyence is a global supplier of factory automation and vision inspection systems. In the machine vision space, Keyence is best known for its AI-powered vision cameras and sensors (such as the VS, XG, and CV series), which are designed to detect defects, measure parts, read barcodes, and guide robots in real time.
Keyence’s strength lies in combining high-performance hardware with user-friendly software. Their vision systems often use simple flowchart-style interfaces, making it easier for engineers and operators to set up inspection tasks without advanced programming skills. They also integrate specialized imaging technologies like LumiTrax for enhanced surface inspection and ZoomTrax for automatic field-of-view adjustments.
Key features of Keyence:
- Multiple camera options: The VS Series includes VS‑L (standard zoom), VS‑S (short‑range zoom) and VS‑C (C‑mount) models. VS‑L and VS‑S have auto‑focus and auto‑zoom features.
- Versatile lighting accessories: Ring, bar, back, coaxial and dome lights are available to adapt to various surfaces and inspection needs.
- ZoomTrax auto field‑of‑view adjustment: Automatically changes the field of view to inspect objects of different sizes without swapping lenses.
- Vision guidance and difference checking: Provides both part location data for robotic pick‑and‑place and barcode reading, reducing the number of devices on a robot.
- Noise‑reducing image filters: Offers 22 digital filters that remove noise and enable detection of dents or scratches.
- Integrated robot wiring and rugged design: Internal wiring reduces cable breakage and suits robotic applications.
Basler
Basler is recognized as one of the global leaders in industrial cameras and vision technology. In the field of machine vision inspection, Basler plays a key role by providing high-quality digital cameras that serve as the “eyes” of automated inspection systems. Their products are widely used in industries such as manufacturing, electronics, medical technology, logistics, agriculture, and traffic monitoring.
Basler also provides the pylon Camera Software Suite, which simplifies integration into inspection workflows and ensures compatibility with machine vision standards like GigE Vision and USB3 Vision. Basler cameras offer precise, robust, and flexible imaging solutions that enable industries to automate quality assurance and process monitoring.
Key features of Basler:
- High‑quality cameras: Basler cameras deliver high-resolution, high-speed imaging while remaining compact and cost-effective.
- Compact and cost‑effective: Miniaturized USB 3.0 cameras and a pylon Camera Software Suite make Basler suitable for embedded vision applications.
- Versatile product range: A variety of sensor sizes, resolutions and frame rates enable detection of fine defects, quality control in electronics manufacturing and inspection of surfaces such as paint or packaging.
- Robotics integration: Basler cameras provide real‑time, high‑quality images to guide robots, improving efficiency and reducing manual labour.
- IP67‑protected vision system: The ace 2 IP67 system includes a camera, lens, housing, lighting and cables that are IP67‑rated and available in multiple variants for flexibility and fast integration. It supports frame rates up to 51 fps and resolutions up to 24.5 MP.
- Stereo ace active 3D cameras: The new Stereo ace series delivers precise 3D images with dynamic self‑calibration and low latency. Baselines of 100, 200 and 300 mm and both monochrome and colour versions are available. They are compatible with the pylon software and Basler’s robotics software.
Pylon Viewer for Basler Camera
Rockwell Automation
Rockwell Automation is a global leader in industrial automation and digital transformation. It is well known for its FactoryTalk and Allen-Bradley product lines. In the area of machine vision inspection, Rockwell integrates vision AI into its automation ecosystem to help manufacturers detect defects, monitor production quality, and optimize operations.
It’s FactoryTalk Analytics VisionAI platform allows users to deploy AI enabled visual inspection applications without deep machine vision expertise. It supports no-code configuration that helps users to train and run inspection models quickly. These models can be deployed on the edge devices for real-time analysis, or integrated with cloud systems for large-scale monitoring and analytics.
Key features of Rockwell Automation’s FactoryTalk Analytics VisionAI:
- Low‑code AI vision: The system helps in model training and deployment without requiring machine‑vision expertise. Camera configuration, data capture, labeling, training, and deployment are all integrated in one workflow.
- Advanced defect detection and classification: VisionAI helps with training specialized models to detect subtle and rare anomalies, and provides classification and root‑cause analysis - not just the pass/fail results.
- Edge and cloud integration: The system sends results directly to control systems using EtherNet/IP, so machines or PLCs can react right away (e.g., stopping a defective part on the line and also sending data to enterprise systems in the cloud for tracking and analysis).
- Closed‑loop quality and scalable hardware: The system is designed to run in the cloud while also supporting real-time quality checks at the edge. It uses scalable, off-the-shelf hardware instead of requiring expensive custom devices. Everything is built to work with Allen-Bradley industrial PCs (IPCs) and Logix PLCs, so it integrates smoothly into existing Rockwell Automation control systems.
- Remote operations and model management: The system stores image data, provides analytics through APIs, allows remote updates to production lines, and manages machine‑learning models for efficient scaling.
- Out‑of‑the‑box analytics and dashboards: The system offers pre‑built dashboards, automated reporting and quality event notifications that support root‑cause analysis and continuous improvement.
Here's a comparison summary table of the six platforms that we have explored:
| Feature / Platform | Roboflow | Zebra | Cognex | Keyence | Basler | Rockwell Automation |
|---|---|---|---|---|---|---|
| Primary Focus | Cloud-based CV software (dataset management, training, deployment, workflows) | Smart cameras & Aurora software suite | Smart cameras with AI + rule-based vision | AI-powered cameras & sensors for defect detection and robot guidance | Industrial cameras for integration into vision systems | AI-powered no-code visual inspection integrated with automation |
| Hardware Dependency | Hardware-agnostic (works with any camera via RTSP/HTTP/ONVIF/RTMP) | Proprietary smart cameras (VS40 etc.) | In-Sight series smart cameras | Proprietary vision cameras (VS, XG, CV series) | Cameras only (GigE Vision, USB3 Vision) | Integrated with Allen-Bradley IPCs & Logix PLCs |
| Ease of Use | No-code / low-code workflows, small data training, hosted inference API | Aurora Focus (simple setup), Aurora Design Assistant (flowchart IDE) | EasyBuilder (no-code), spreadsheet interface for advanced users | Flowchart-style interfaces, user-friendly setup | pylon Camera Software Suite (developer-friendly) | No-code training, dashboards, pre-built analytics |
| AI Capabilities | Train with few hundred images, supports classification, detection, segmentation, keypoints, multimodal, OCR, depth, custom Python blocks | Deep-learning OCR, Golden Image Compare | Edge-learning AI for defect detection & OCR | AI + LumiTrax (surface inspection), ZoomTrax (auto FOV) | AI not native; relies on integration with external AI frameworks | Custom AI defect detection, root-cause analysis |
| Protocols & Integration | MQTT, OPC-UA; flexible deployment (cloud + edge devices like Jetson, RPi) | Ethernet/IP, PROFINET, Modbus TCP, RS-232 | Standard industrial comms, modular hardware | Integrated robot wiring, supports barcode + robotic pick-and-place | GigE Vision, USB3 Vision, IP67 variants, robotics integration | EtherNet/IP, integrates natively into Rockwell PLC ecosystem |
| Deployment Options | Cloud (hosted API) & edge (TFLite, ONNX, Jetson, RPi), supports all camera deployments without restriction | Smart cameras with modular upgrades | On-device inference in In-Sight cameras | On-device AI in vision cameras | Camera + external compute (edge/cloud) | Edge (IPC/PLC) + cloud (FactoryTalk) |
| Target Users | Developers, startups, researchers, flexible industries needing low-cost CV | Industrial automation engineers, barcode/inspection tasks | Manufacturers needing defect detection + classification | Automotive, electronics, pharma needing precision QC | OEMs, robotics, integrators needing cameras for CV | Large enterprises using Rockwell automation stack |
| Notable Strengths | Works with existing cameras, require small data for training, use case flexibility (build application for any use-cse) | Modular upgrades, rugged IP65/IP67 hardware, Aurora suite | Combines AI + rule-based, strong OCR, modular hardware | Powerful AI + simple interfaces, auto-zoom, LumiTrax imaging | High-quality cost-effective cameras, 3D stereo options | No-code, deep integration with Rockwell ecosystem, cloud dashboards |
| Limitations | Requires external hardware. | Proprietary hardware, feature upgrades via license | Hardware-based (less flexible than software-only) | Proprietary ecosystem, less open than Roboflow/Basler | No AI models included, requires integration | Works best in Rockwell-only ecosystems |
Use The Best Visual Inspection System
Machine vision has progressed far beyond basic rule-based inspection to advanced AI powered systems capable of classification, detection, measurement, and robotic guidance across many industries. Choosing the right solution is not about finding a single “best” platform, but about aligning technology with the unique needs of your operation.
Key factors include the level of precision required, processing speed, ease of deployment, integration with existing infrastructure, scalability, support, and overall cost of ownership. By carefully weighing considerations such as imaging quality, compatibility with current equipment, user experience, and long-term flexibility, organizations can select a system that not only improves inspection accuracy, but also enhances efficiency and supports future growth.
Cite this Post
Use the following entry to cite this post in your research:
Timothy M. (Aug 29, 2025). Top Visual Inspection Systems. Roboflow Blog: https://blog.roboflow.com/visual-inspection-systems/