
Machine vision refers to camera-based systems used in manufacturing and quality assurance to measure products, identify defects, verify color, and compare shapes against a reference. Traditional approaches rely on rules-based techniques like edge detection and color thresholding, while modern deep learning methods train neural networks to recognize specific defect types, classify objects, or identify keypoints directly from images. The shift to deep learning gives engineers more flexibility to define custom ontologies and update models as product lines change, without rewriting hand-crafted rules.
Suppose you have a production line being used to manufacture metal parts. At every stage of production, there are quality assurance steps you have to follow and using machine vision to solve them is called machine vision inspection.
You may need to check the width, height, and depth of every component, ensuring it meets precise measurements. You will want to identify defects (i.e. scratches) so your customers always receive the highest quality products.
In modern manufacturing facilities, machine vision is at the heart of quality assurance processes. You can use cameras and software to ensure hardware on your assembly line meets your standards for quality. You can measure objects, identify attributes or defects, identify products whose color is not correct, and more.
For example, here is a machine vision system that identifies knots in wood:

In this guide, we are going to discuss what machine vision is and how machine vision is used in manufacturing facilities. Without further ado, let’s get started!
What is Machine Vision?
Machine vision refers to technology that you can use to assure the quality of products and identify defects. Machine vision technologies are visual, requiring the use of a camera. The images or video frames from a camera are then analyzed using various machine learning techniques.
Machine vision is used to:
- Identify the color of a product;
- Identify the presence of defects in a product;
- Measure the length, width, and depth of a product;
- Compare the outline of a product to a reference, and more.
This is done by creating a connected system of hardware and software that is integrated directly into a manufacturing or quality assurance process. For example, you might have a camera pointed over products as they go through an assembly line to measure defects. You might have a barcode detection system that points at the side of boxes for use in recording when a product has reached the end of the assembly line and is ready to be shipped.
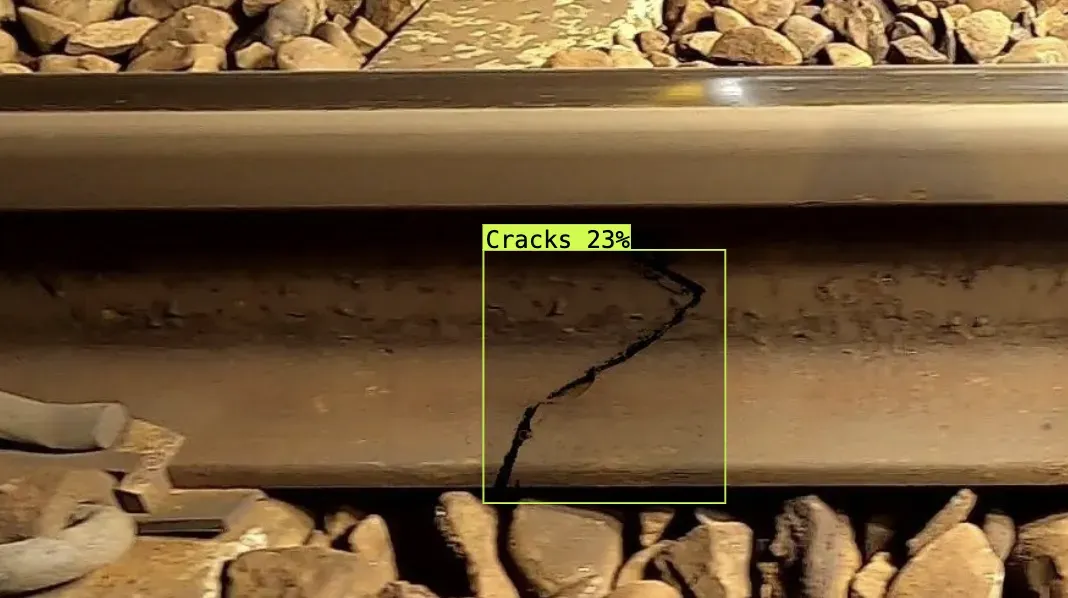
Machine vision is used by a range of sectors. For example, manufacturers use machine vision to assure the quality of products. Critical infrastructure providers such as railroads use machine vision to monitor for safety hazards such as cracks in rails and wheels. Textiles companies use machine vision to ensure products use the right colors.
Categories of Machine Vision
Machine vision can be split in two categories: traditional and deep learning.
In traditional machine vision systems, camera feeds are analyzed to identify edges in products, product color, the length of a product, and other attributes of interest. This is done using manual algorithms. Traditional systems often employ purpose-built hardware for identifying particular attributes. For example, you might have a camera that analyzes the color of a product or a barcode scanner that assures the quality of a barcode.
In recent years, deep learning approaches have become more common, enabling companies to build multipurpose and adaptive quality assurance systems. For example, you can use object detection, a subset of deep learning, to identify the exact location of different defects. Suppose a metal part can have a scratch, a chip, and a dent. You can use object detection to identify defects and their location on a product. You can then assign labels – “scratch”, “chip”, “dent" – to each defect. This can be done in a couple of hours with around 100 images.
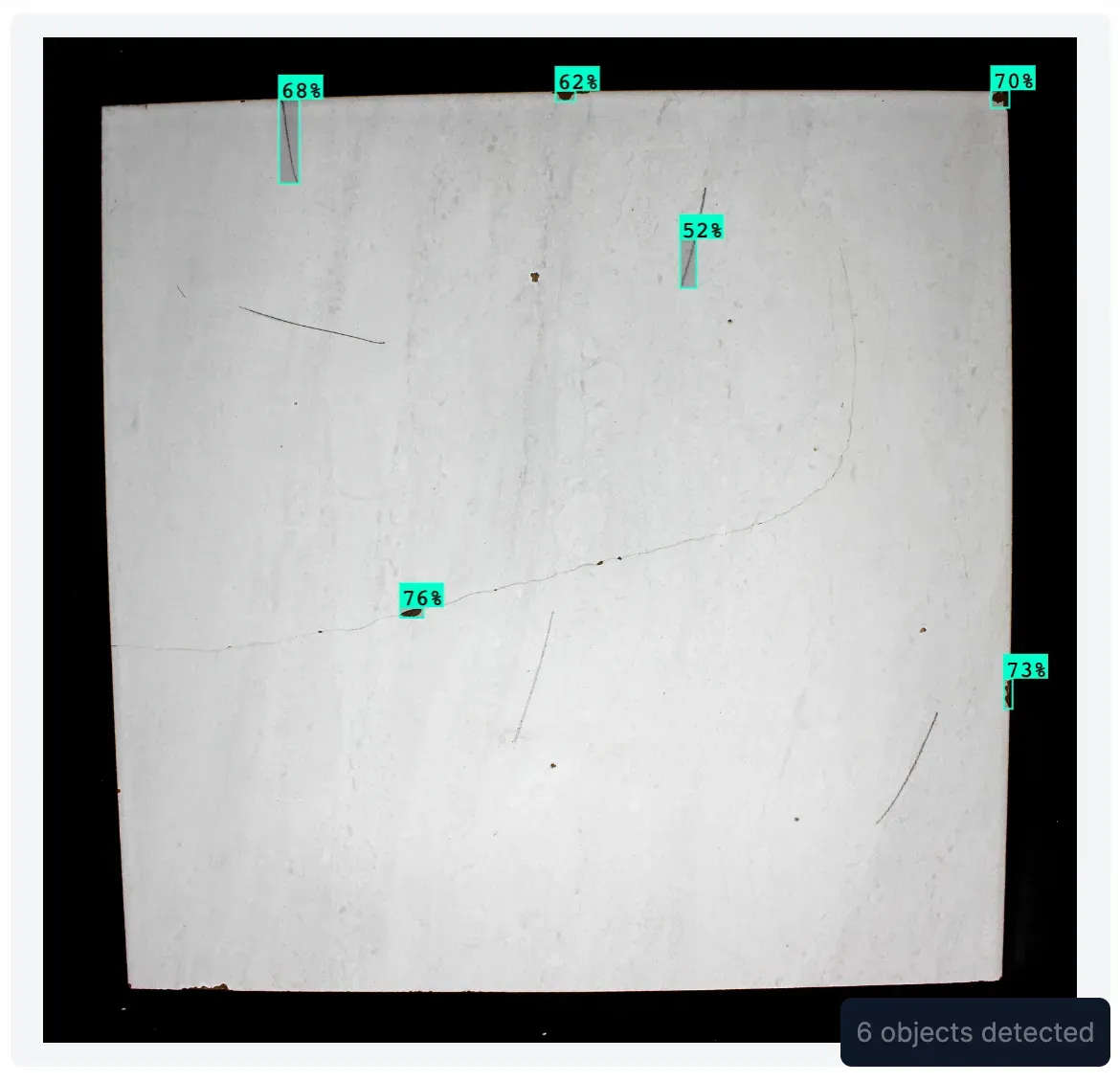
In the image below, every chip in a piece of ceramic material is highlighted with a blue box and a confidence level. The confidence level indicates the likelihood that a crack is present.
Deep learning systems can be deployed on edge devices such as an NVIDIA Jetson or a Raspberry Pi, or consumed by a central server that your organization maintains that processes all camera feeds.
Deep learning systems can be integrated with the rest of your production process. For example, you could set up a defect detection system to monitor for quality issues that span your entire assembly line or you can monitor the incidence rate of defects at different stations.
This data can then be analyzed to find where defects are most commonly identified. When you know from where defects emerge, you can allocate time to diagnose and resolve issues (i.e. conduct an inspection of a particular machine).
Build a Machine Vision System
Machine vision systems can be tailored to your specific business requirements. For deep learning based approaches, you need to train a computer vision model and develop logic that enforces your business requirements. There are four types of computer vision model:
- Object detection, which involves finding the location of an object of interest in an image;
- Keypoint detection, which identifies key points in an object (i.e. corners);
- Segmentation, which is used to identify, to the pixel level, where an object is located in an image, and;
- Classification, which is used to assign one or more labels to an entire image (i.e. defective vs. not defective).
You can use a platform like Roboflow to build a machine vision system. Using Roboflow, you can annotate images, explore the data you have collected for use in training a model, train a model, evaluate your models, and deploy your models to the edge.
Large enterprises across industries use Roboflow to implement computer vision solutions to solve business problems. For example, Roboflow is used by Rivian Automotive, Medtronic, USG, and Cardinal Health for machine vision to meet their business goals.
To learn more about how you can develop a machine vision solution for your organization, contact our sales team.
Conclusion
Machine vision refers to technologies that are used to understand visual data. The term “machine vision” is commonly used to refer to traditional techniques to analyze the data gathered by cameras. This includes analyzing edges, identifying product colors, measuring the length of products, and more.
Over the last few years, computer vision techniques have expanded and simplified ways to use machine vision. Computer vision techniques use deep learning to identify properties in objects. You can identify product defects, identify key points in an image, and classify images. You can build your own ontology to identify exactly the defects that affect your products. All of this is done using machine learning which gives you more flexibility than rules-based traditional machine vision methods.
Once you have a computer vision solution in place, you can integrate it with your business logic. You can automatically reject products that display a defect or track what machines result in higher incidence rates of defects or identify when no products are present on an assembly line, indicating a fault.
Cite this Post
Use the following entry to cite this post in your research:
James Gallagher. (Jan 10, 2024). What is Machine Vision?. Roboflow Blog: https://blog.roboflow.com/what-is-machine-vision/